Hjem / Blogg / Bransjenyheter / Hvorfor bør du velge en luftkutter-skjæremaskin fremfor andre skjæremetoder?

Be om et tilbud

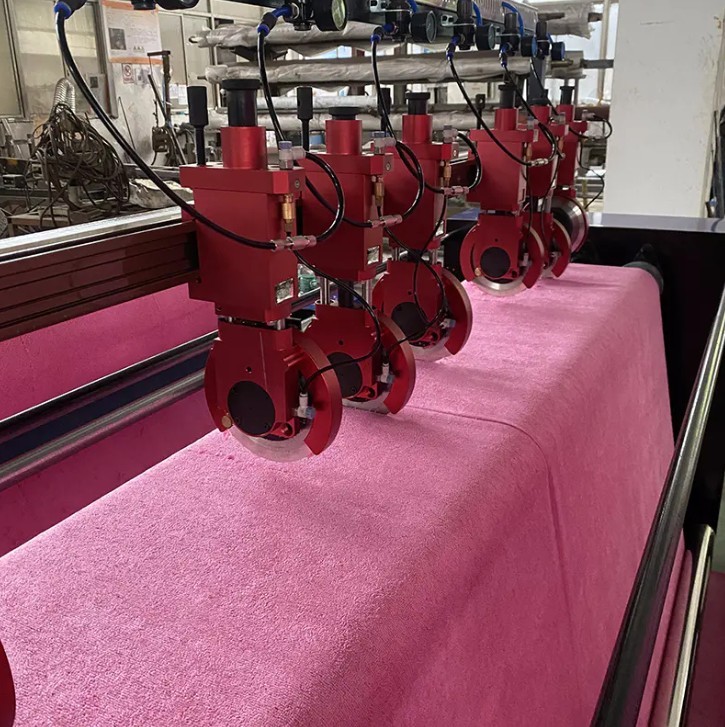
Ved konverteringsoperasjoner der ruller med film, folie, papir, fiberduk eller fleksibelt emballasjemateriale må kuttes i smalere bredder, har valget av kuttemekanisme en direkte og målbar innvirkning på kantkvalitet, produksjonshastighet, materialutbytte og vedlikeholdskostnader for utstyr. Den skjæretype luftkutterskjæremaskin — en konfigurasjon som bruker pneumatisk aktiverte roterende skjærblad for å kutte materiale gjennom en sakslignende skjærehandling — har blitt en av de mest brukte spalteteknologiene på tvers av emballasje, elektronikk, medisinsk og industriell materialkonvertering. Å forstå de spesifikke fordelene denne maskintypen gir i forhold til alternativer med skår-, knuse- og barberhøvel, gir et klart grunnlag for å ta informerte beslutninger om kapitalutstyr.
Før du undersøker fordelene, er en klar forståelse av driftsprinsippet nyttig. I en slissekonfigurasjon av skjærtype er par av sirkulære øvre og nedre blader plassert langs bredden av banen. Det øvre bladet overlapper det nedre bladet med en kontrollert mengde - vanligvis 0,5 til 2,0 mm — og de to motroterende bladene påfører banen en skjærkraft når den passerer mellom dem, og skjærer den på samme mekaniske måte som saks som klipper papir. Betegnelsen "luftskjærer" refererer til det pneumatiske aktiveringssystemet: trykkluftsylindere kobler inn og frakobler bladholderne, posisjonerer bladene med presisjon og påfører konsekvent, kontrollerbar sidekraft for å opprettholde korrekt blad-til-blad-kontakt gjennom hele slisseløpet.
Dette pneumatiske inngrepssystemet er grunnleggende for flere av maskinens viktigste driftsfordeler. I motsetning til mekanisk fikserte bladholdere som krever manuell reposisjonering ved hjelp av håndverktøy, kan pneumatisk aktiverte holdere kobles inn og ut raskt fra et kontrollpanel, og lufttrykket som tilføres hver bladstasjon kontrollerer direkte sidekraften - kalt sidekraft eller overlappingskraft - som påføres bladene. Å justere denne kraften ved å endre tilførselstrykket tar sekunder, uten å stoppe maskinen eller berøre knivenheten fysisk.
Kantkvalitet er den mest konsekvente produksjonskarakteristikken for enhver skjæreoperasjon, og skjæremekanismen produserer konsekvent renere kanter enn skår- eller knuskutt-metoder på tvers av det bredeste spekteret av materialtyper. Ved skjærslissing blir materialfibrene eller molekylkjedene rent kuttet av motstående bladflater som passerer i umiddelbar nærhet, med minimal trykkkraft påført vinkelrett på banens overflate. Dette gir en spaltekant som er rett, glatt og fri for den fillete riving, støvgenerering eller kantkrølling som skjæring ofte produserer i sprø eller lagdelte materialer.
For flerlagsfilmer brukt i fleksibel emballasje – som PET/AL/PE eller nylon/PE-laminater – holder skjærevirkningen hvert lag i kompresjon mellom de to bladene samtidig, og forhindrer mellomlagsdelaminering ved spaltekanten som vanligvis oppstår når crush-cut-metoder påfører ujevn trykkbelastning over laminattykkelsen. Aluminiumsfolie, som er spesielt utsatt for kantsprekker under skjærespenning, reagerer spesielt godt på skjærskjæring fordi skjærevirkningen fordeler skjærespenningen sideveis i stedet for å konsentrere den ved en rillelinje.
Rene spaltekanter har gjennomgripende fordeler gjennom forsyningskjeden for konvertering og sluttbruk. I trykt emballasje genererer kantfeil synlige kvalitetsavvisninger i detaljhandelen. Ved skjæring av batterielektrodefolie for litium-ion-celler er gratfrie kanter et sikkerhetskritisk krav - metalliske grader ved elektrodekanten kan trenge inn i separatoren og forårsake interne kortslutninger. I medisinsk emballasje er kantintegritet en del av validering av forseglingskvalitet. Luftskjærerens konsistente kanteffekt reduserer antallet feil ved disse nedstrøms sjekkpunktene, og reduserer de totale kvalitetskostnadene i hele produksjonskjeden.
I høyblandingskonverteringsmiljøer der spaltebreddene endres ofte mellom produksjonsordrer, er tiden som kreves for å omplassere bladsammenstillinger en direkte pådriver for maskinens nedetid og arbeidskostnad. Det pneumatiske aktiveringssystemet til luftskjæremaskinen adresserer dette direkte. Bladholdere er montert på en presisjonsaksel eller bjelke og kan skyves til de nødvendige posisjonene med bladene i frakoblet tilstand. Når den er plassert, vil trykk på luftinngrepskontrollen bringe bladene i skjærekontakt på under ett sekund per stasjon, uten manuell stramming, fastklemming eller mekanisk justering av individuelle bladholdere.
På fullt utstyrte maskiner kan sidekraften som påføres av de pneumatiske sylindrene stilles inn individuelt per bladstasjon ved hjelp av proporsjonale trykkregulatorer, slik at operatøren kan finjustere kuttekvaliteten for forskjellige materialer eller forskjellige posisjoner på tvers av banens bredde – for eksempel ved å påføre høyere sidekraft ved kanttrimstasjoner og lavere kraft ved innvendige spalteposisjoner – uten å endre blader eller maskinvare. Dette nivået av kontroll per stasjon er ikke tilgjengelig på mekanisk aktiverte slissesystemer og er en betydelig prosessfleksibilitetsfordel for omformere som kjører forskjellige materialspesifikasjoner på samme maskin.
Mange konverteringsapplikasjoner er svært følsomme for partikkelforurensning. Elektroniske komponenttape, optiske filmer, emballasje for medisinsk utstyr og materialer som er behandlet i renrom, tåler ikke skjærestøv eller mikrorester som avsettes på banens overflate under skjæring. Skår-kutt og knusk-kutt-metoder påfører en trykkkraft som bryter materialet ved kuttelinjen, og genererer fine partikler - spesielt fra sprø materialer som PET-film, polypropylen og bestrøket papir - som forurenser både spaltevalsene og omformingsmiljøet.
Skjærskjæremekanismen produserer dramatisk mindre partikler fordi materialet kuttes av motstående bladflater i stedet for å knuses under kompresjon. Den rene saksevirkningen etterlater minimalt med materiale ved den kuttede overflaten som brytes bort som rusk. For applikasjoner som krever renhetsstandarder tilsvarende ISO klasse 7 eller bedre , skjærskjæring er typisk den eneste mekanisk levedyktige kuttemetoden som kan møte partikkelkravene uten å omslutte hele spaltesonen i et filtrert, trykksatt miljø.
Redusert støvgenerering gir også bladets og maskinens lang levetid. Skjærestøv som ikke trekkes ut effektivt fra maskinen samler seg på lagerflater, lineære føringer og bladholdere, noe som øker slitasjen og bidrar til posisjoneringsunøyaktighet over tid. En skjærskåret maskin som kjører rene materialer produserer mindre intern forurensning, reduserer vedlikeholdsfrekvensen og forlenger serviceintervallet mellom utskifting av presisjonskomponenter.
Skjæremaskiner for luftskjærer er designet for kontinuerlig høyhastighets webbehandling. Moderne maskiner i denne kategorien opererer med netthastigheter fra 200 m/min for tyngre laminater opptil 800 m/min eller høyere for tynnfilmapplikasjoner , avhengig av materialet, spaltebredden og kravene til viklingsspenning. Den roterende skjærevirkningen skalerer jevnt med økende banehastighet fordi skjærekraften påføres kontinuerlig av de motroterende bladene i stedet for intermitterende som i utstansede eller perforerende konfigurasjoner. Det er ingen mekanisk støt som vil begrense hastigheten eller kreve dynamisk balansering ved høye hastigheter.
Det avgjørende er at den pneumatiske sidekraften som opprettholder bladets kontakt er uavhengig av banens hastighet - det er en statisk kraft som påføres av luftsylinderen uavhengig av hvor raskt banen beveger seg gjennom skjæresonen. Dette betyr at kantkvaliteten produsert ved 100 m/min i hovedsak er identisk med kantkvaliteten ved 600 m/min, forutsatt at strekk og sporing kontrolleres riktig. Skår-kutt og knusk-kutt-metoder, derimot, viser ofte hastighetsavhengige kantkvalitetsendringer fordi trykkkreftene og friksjonsdynamikken ved skjærepunktet endres ettersom banens hastighet øker.
En av de mest kommersielt betydningsfulle fordelene med luftkutterkonfigurasjonen av skjærtype er dens evne til å behandle et genuint bredt spekter av materialer på samme maskinplattform ved å justere bladgeometri, sidekraft, overlapping og banespenning. Tabellen nedenfor oppsummerer vanlige materialkategorier og hvordan skjærskjæringsparametere er tilpasset for hver.
| Materialtype | Typisk tykkelse | Nøkkelparameterjusteringer | Kantkvalitetsresultat |
|---|---|---|---|
| PET / BOPP film | 12–50 µm | Lav sidekraft, minimal overlapping | Ren, støvfri, ingen krøll |
| Aluminiumsfolie | 6–100 µm | Skarp bladvinkel, kontrollert overlapping | Grasfri, ingen sprekker |
| Fleksibelt laminat (emballasje) | 60–250 µm | Middels sidekraft, tilpasset bladklaring | Ingen delaminering i kanten |
| Nonwoven stoff | 30–300 gsm | Høyere sidekraft, hyppig knivsliping | Rent fiberkuttet, minimal frynsing |
| Bestrøket papir / frigjøringsfôr | 60–200 gsm | Moderat overlapping, antistatiske tiltak | Glatt kant, ingen beleggbrudd |
Denne tilpasningsevnen er en viktig økonomisk fordel for omformere som behandler flere produktlinjer på delt utstyr. En enkelt skjæremaskin for luftkutter kan omkonfigureres mellom folie, film, laminat og ikke-vevde løp innen et enkelt skift ved å endre bladgeometri og justere pneumatiske trykkinnstillinger – eliminerer behovet for dedikerte maskiner per materialfamilie som ellers ville være nødvendig med mindre justerbare skjæreteknologier.
Bladets levetid er en betydelig driftskostnadsvariabel ved slisseoperasjoner med høyt volum. Blader av skjærtype - vanligvis produsert av høyhastighetsstål (HSS), wolframkarbid eller keramisk belagt verktøystål — slites mer gradvis enn skår- eller knuskutt verktøy fordi skjærevirkningen fordeler skjærespenningen langs hele bladkantens omkrets i stedet for å konsentrere den til ett enkelt skårepunkt. Når bladet roterer under banens bevegelse, griper forskjellige deler av kanten inn i materialet sekvensielt, og sprer slitasje jevnt rundt bladets omkrets i stedet for å skape en lokal slitasje flatt som skjer med stasjonære rillekniver.
Det pneumatiske sidekraftsystemet bidrar til bladets levetid på en subtil, men viktig måte: ved å la operatøren stille inn minimum sidekraft som er nødvendig for å oppnå den nødvendige skjærekvaliteten, forhindrer det overkraften som raskt sløver bladene når operatører manuelt strammer bladholderne utover den optimale innstillingen for å kompensere for opplevde eggkvalitetsproblemer. Kontrollert, repeterbar pneumatisk kraft betyr at bladene konsekvent fungerer på riktig inngrepsnivå, og maksimerer intervallet mellom sliping eller utskiftingssykluser.
Operatørsikkerhet ved slisseoperasjoner er en vedvarende bekymring gitt de skarpe roterende bladene som er involvert. Det pneumatiske inngrepssystemet til luftskjæremaskinen gir en meningsfull sikkerhetsforbedring sammenlignet med mekanisk aktiverte bladholdere som krever at operatører strekker seg inn i bladsonen med håndverktøy under oppsett eller justering. Med pneumatisk aktivering kan bladene kobles helt ut fra skjæreposisjonen ved hjelp av en panelkontroll før det er nødvendig med operatørkontakt med bladenheten. Mange maskindesigner har i tillegg sikkerhetslåser som automatisk kobler ut alle bladstasjoner når beskyttelsene åpnes eller når nødstoppkretsen aktiveres.
Evnen til å koble ut bladene umiddelbart uten å stoppe web-stasjonen er også driftsmessig verdifull. Hvis en baneskjøt, defekt lapp eller fremmedlegeme nærmer seg spaltestasjonen, kan operatøren øyeblikkelig koble fra knivene for å la uregelmessigheten passere uten å komme i kontakt med skjærekantene – for å forhindre skade på bladet og unngå et brudd på banen som vil kreve en full maskinstopp og gjentreningssyklus. Denne egenskapen er spesielt verdsatt i høyhastighetsoperasjoner der stopp og omstart av maskinen representerer en betydelig produktivitetskostnad.
Skjæremaskinen med luftkutter gir sin mest overbevisende kombinasjon av fordeler i følgende driftsscenarier:
På tvers av alle disse scenariene, posisjonerer skjæremaskinens kombinasjon av presisjon pneumatisk kontroll, ren skjærvirkning, raskt oppsett og bred materialkompatibilitet den som den mest teknisk avrundede slisseplattformen som er tilgjengelig for krevende konverteringsapplikasjoner.
Copyright © ChangZhou AoHeng Machinery Co., Ltd. All Rights Reserved












